Kategorie: Vybrané články » Elektrikář tajemství
Počet zobrazení: 238296
Komentáře k článku: 19
Připojení svařovacího drátu
 Kromě popsaných dříve způsoby připojení pomocí drátu (viz článek Způsoby zapojení: od zákrutů po pájení), svařování bylo v poslední době velmi rozšířeno.
Kromě popsaných dříve způsoby připojení pomocí drátu (viz článek Způsoby zapojení: od zákrutů po pájení), svařování bylo v poslední době velmi rozšířeno.
Svařování je výhodnější než všechny ostatní: je nejsnadnější získat s ním spolehlivý a vysoce kvalitní kontakt. Z tohoto důvodu je doba provozu vedení velmi dlouhá.
Nyní je zapojení nejčastěji měděným drátem, snaží se nepoužívat hliníkový drát. Proto se dále zaměříme hlavně na svařování měděných drátů.
Svařování měděných vodičů lze provádět střídavým nebo stejnosměrným proudem při napětí 12 - 36V, přičemž svařovací proud by měl být možné řídit. Nejvhodnější pro svařovací dráty by mělo být považováno za svařovací stroj typu invertor.
Svařovací stroje invertorového typu
Výhody invertorových zařízení jsou všeobecně známé. Především je malá velikost a hmotnost a některé modely mají popruh pro přenášení přes rameno. To vám umožní zavěsit zařízení na opasek přes rameno a vyšplhat po schůdku po schodech, aby se svary stočily do pájecí krabice.
Svařovací střídačeZpravidla mají širokou škálu regulace svařovacího proudu. Oblouk těchto zařízení je velmi stabilní, dobře se zapaluje při nízkých svařovacích proudech, takže i nezkušený svářeč může velmi brzy dosáhnout vynikajících výsledků, získat kvalitní svařované spoje.
Mezi výhody invertorových zařízení patří nízká spotřeba energie ve srovnání s konvenčními svářeči transformátorů. Proto je docela možné připojit se k domácímu zapojení: nebudou existovat blikající světla a poruchy v různých domácích zařízeních, nebudou existovat žádné stížnosti od sousedů.
Svařování měděných drátů je stejně nebezpečné jako běžné svařování oceli. Nebezpečí „vyzvednutí zajíčků“ a popálení roztaveným kovem je zcela zachováno. Proto by práce na svařovacích vodičích měly být prováděny ve svařovací masce, svařovacích rukavicích. Kombinézy by měly zahrnovat také práci se svařováním. Kromě toho je nutné dodržovat všechna protipožární bezpečnostní opatření a bezpečnostní předpisy, jako u konvenčního svařování.
Pro svařování měděných drátů se používají speciální uhlíkové měděné elektrody, které se často nazývají „tužky“. Pokud takové speciální elektrody neexistují, můžete použít konvenční uhlíkovou tyč z nepoužitelné baterie. V tomto případě lze svařovací proud v závislosti na průměru a počtu drátů, které mají být svařovány, doporučit alespoň zhruba v mezích, jak je uvedeno níže.
Svařovací proud 70A je dostatečný pro svařování dvou měděných drátů o průřezu 1,5 mm2, pro tři stejné dráty bude zapotřebí 80 - 90A. Pro dva nebo tři dráty o průřezu 2,5 mm2 dosahuje proud 80-100A a pro tři nebo čtyři 100-120A.
Tato čísla by měla být považována za orientační, protože měď použitá v drátech se v závislosti na výrobci velmi liší v složení a vlastnostech. V souladu s tím se budou také svařovací režimy lišit.
Optimální režim je, když se elektroda nepřilepí k bodu svaru a oblouk je stabilní. Této kombinace je dosaženo již v procesu práce empiricky. Přibližně by tyto limity měly být dodržovány při nákupu invertorového svařovacího stroje. Pokud má být zařízení používáno pouze pro takovou práci, pak není zapotřebí výkonnější zařízení.
Svařovací technologie dráty
Svařování se ve skutečnosti skládá z několika technologických operací. Nejprve odstraňte plášť a izolaci z vodičů a poté kroutit. Výsledné zkroucení ořízněte tak, aby konce všech vodičů byly ve stejné úrovni a délka zkroucení byla alespoň 50 mm.
Poté je na kroucení instalována měděná svorka pro odvádění tepla a připojena „hmota“ svařovacího stroje. Po těchto operacích je konec uhelné „tužky“ vložené do držáku přiveden na konec zákrutu a je provedeno svařování. Výsledkem je, že na konci kroucení by se měla vytvořit čistá koule roztavené mědi, a poté by se mělo svařování zastavit. Aby nedošlo k roztavení izolace vodičů, doba svařování každého zákrutu by neměla překročit 1 - 2 sekundy. Po ochlazení svarových cívek by měly být izolovány izolační páskou nebo modernější pomocí smršťovací trubice.
Domácí drátové svařovací stroje
Invertorový přístroj pro kroucení cívek je velmi dobrý, ale má jednu nevýhodu, možná jedinou. To je vysoká cena. Získání takového zařízení se proto stává vhodným, když je svařování prováděno pravidelně, a nikoli případ od případu, například v podmínkách specializovaných elektrotechnických brigád a podniků. Pokud jen plánujete výměna vedení ve dvou nebo třípokojových bytech samo o sobě je docela možné obejít domácí svařovací stroj, dokonce jen transformátor, o vhodné energii.
Jako takový transformátor je docela vhodný transformátor řady TBS (Armored Machine Transformer Transformer) znázorněný na obrázku 1.

Kresba 1. Transformátor řady TBS
Pro svařovací dráty je zcela vhodný transformátor s výkonem nejméně 600 W a sekundárním napětím vinutí 9 - 36V. K sekundárnímu vinutí je připojen držák elektrody a svorka pro připojení „hmoty“.
Svařování se provádí uhlíkovou elektrodou (tyč z baterie) stejným způsobem, jaký byl popsán výše pro invertorové svařovací zařízení. Ve skutečnosti je celý proces stejný: od odizolování drátů až k doteku zákruty uhlíkovou tyčí a následné izolaci zákrutů.
Pokud takový transformátor chybí, je snadné jej vyrobit sami. To bude vyžadovat transformátorovou žehličku ve tvaru písmene W s plochou jádra alespoň 30 cm2. Při ploše 30 cm2 a síťovém napětí 220 V obsahuje primární vinutí 293 závitů navinutých vinutým drátem o průměru 0,8 - 1,0 mm.
Sekundární vinutí je navíjeno ve třech vodičích o průměru 3 mm nebo tenčích ve čtyřech až pěti vodičích, ale pouze tak, aby celková plocha nebyla menší než 15 - 20 mm2. Pokud je napětí sekundárního vinutí 10 V, musí obsahovat 13 závitů s uvedeným železem.
Pokud takové železo neexistuje, může být počet otáček určen níže uvedenými vzorci.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Podle těchto vzorců je stanoven počet závitů pro primární a sekundární vinutí, kde S je oblast jádra, 40 je empirický koeficient (může ležet v rozmezí 40-60, čím lepší je železo, tím menší číslo), síťové napětí U1 (220V), U2 - požadováno sekundární napětí. Mimochodem, tento vzorec je vhodný pro výpočet libovolného transformátoru, ne nutně svařování.
Stejně jako v předchozím případě budete potřebovat svařovací masku nebo brýle a rukavice, jinak bude v očích zaručeno popálení roztaveným kovem nebo „zajíčci“. Pro zjednodušení svařovacího procesu můžete použít speciální svorku znázorněnou na obrázku. 2.
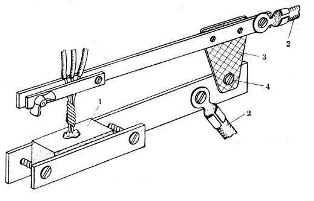
Kresba 2. Twist svářeč
Konstrukce zařízení je jednoduchá a pochopitelná z obrázku. Napětí ze svařovacího transformátoru pomocí drátů 2 je přiváděno k hornímu (pohyblivému ramenu) a spodním (základním) částem propojeným izolační deskou 3 pomocí závěsu 4. Jako základna se používá uhlíková elektroda 1 s vybráním pro tok, která se používá jako obyčejná borax prodávaný v lékárnách.
Vodiče 2 by měly být co nejkratší a průřez by měl být co největší, ne menší než průřez sekundárního vinutí transformátoru.Spínač napájení by měl být co nejblíže, je lepší, když se jedná o průchodový spínač na drátu, jako je stojací lampa.
Svařovací proces v tomto případě vypadá takto. Nejprve je svařované kroucení upevněno křídlovou svorkou na pohyblivém rameni. Do vybrání uhlíkové elektrody se nalije tavidlo, páky se stlačují ručně. Poté se na svařovací transformátor přivede napětí a ve vybrání uhlíkové elektrody se vytvoří vrstva pod tokovou vrstvou. Poté by se měl transformátor vypnout a chvíli počkat, až kulička vychladne přímo v přípravku.
Svařovací doba je zpravidla prakticky stanovena, proto byste měli nejprve praktikovat zbytečné kousky drátů. Pomocí tohoto zařízení je možné svařování hliníkových drátů, jakož i hliníku a mědi. Způsoby provedení zákrutů pro tento případ jsou znázorněny na obrázku. 3.
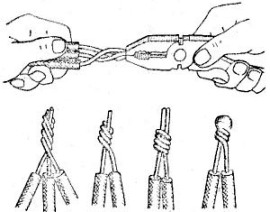
Kresba 3. Zkroucení pro svařovací dráty
Přečtěte si o strojích pro bodové svařovánízde. Článek popisuje několik domácích návrhů takových zařízení pro domácí dílnu.
Boris Aladyshkin
Viz také na e.imadeself.com
: