kategorije: Izdvojeni članci » Tajne električara
Broj pregledavanja: 238296
Komentari na članak: 19
Spoj žica za zavarivanje
 Pored opisanih ranije metode povezivanja žicama (vidi članak Načini ožičenja: od uvijanja do lemljenja), zavarivanje se široko koristi u posljednje vrijeme.
Pored opisanih ranije metode povezivanja žicama (vidi članak Načini ožičenja: od uvijanja do lemljenja), zavarivanje se široko koristi u posljednje vrijeme.
Zavarivanje je poželjnije od svih ostalih: najlakše je dobiti pouzdan i kvalitetan kontakt s njim. Stoga je produženje produživanja ožičenja vrlo dugo.
Sada se ožičenje najčešće izvodi bakrenom žicom, pokušavaju ne koristiti aluminijsku žicu. Stoga ćemo se nadalje usredotočiti uglavnom na zavarivanje bakrenih žica.
Zavarivanje bakrenih žica može se izvesti izmjeničnom ili jednosmjernom strujom na naponu od 12 - 36V, dok bi trebalo biti moguće kontrolirati struju zavarivanja. Najprikladnijim za zavarivanje žica treba smatrati stroj za zavarivanje tipa invertera.
Inverterski aparati za zavarivanje
Prednosti inverterskih uređaja široko su poznate. Prije svega, male je veličine i težine, a neki modeli imaju kaiš za nošenje preko ramena. To vam omogućuje da uređaj objesite na pojas preko ramena i popnete se ljestvicom stepenica za zavarivanje zavoja u kutiji za lemljenje.
Pretvarači za zavarivanjeU pravilu imaju širok raspon regulacije struje zavarivanja. Luk takvih uređaja vrlo je stabilan, dobro se zapali pri malim strujama zavarivanja, pa čak i neiskusni zavarivač vrlo brzo može postići izvrsne rezultate, dobiti kvalitetne zavarene spojeve.
Prednosti inverterskih uređaja uključuju i malu potrošnju energije u usporedbi s konvencionalnim zavarivačima transformatora. Stoga je sasvim moguće spojiti se na ožičenje kućanstva: neće biti treptavih svjetala i kvarova u raznoj opremi za kućanstvo, neće biti pritužbi susjeda.
Zavarivanje bakrenih žica jednako je opasno kao i konvencionalno zavarivanje čelika. Opasnost da "pokupe zeko" i dobiju opekline od rastaljenog metala u potpunosti je sačuvana. Stoga se rad na žicama za zavarivanje treba izvesti u maski za zavarivanje, rukavicama za zavarivanje. Kombinezoni bi trebali uključivati i rad sa zavarivanjem. Pored toga, potrebno je pridržavati se svih mjera zaštite od požara i sigurnosnih propisa, kao kod klasičnog zavarivanja.
Za zavarivanje bakrenih žica koriste se posebne ugljikove bakrene elektrode, koje se često nazivaju i "olovke". U nedostatku takvih posebnih elektroda, možete koristiti konvencionalnu ugljičnu šipku iz neupotrebljive baterije. U ovom slučaju može se preporučiti, barem otprilike, u granicama kako je dolje navedeno, struja zavarivanja, ovisno o promjeru i broju žica za zavarivanje.
Za zavarivanje dvije bakrene žice s presjekom 1,5 mm2 potrebna je 80 - 90A za tri iste žice. Za dvije ili tri žice s presjekom od 2,5 mm2 struja doseže 80-100A, a za tri ili četiri 100-120A.
Te se brojke trebaju smatrati indikativnim, jer bakar koji se koristi u žicama, ovisno o proizvođaču, uvelike varira u sastavu i svojstvima. U skladu s tim, načini zavarivanja će se također razlikovati.
Optimalni način je kada se elektroda ne pridržava točke zavarivanja i luk je stabilan. Ta se kombinacija postiže već u procesu rada empirijski. Otprilike takva ograničenja trebaju se pridržavati prilikom kupnje inverterski zavarivač. Ako se uređaj treba koristiti samo za takav rad, tada nije potreban snažniji.
Tehnologija zavarivanja žice
Zapravo se zavarivanje sastoji od nekoliko tehnoloških operacija. Prvo uklonite plašt i izolaciju s žica, a zatim zavijati, Izrežite reznu rezu tako da su krajevi svih žica na istoj razini, a duljina uvijanja bila bi najmanje 50 mm.
Nakon toga, na zavoj se ugrađuje bakrena spona za uklanjanje topline, a spaja se "masa" aparata za zavarivanje. Nakon ovih postupaka, kraj „olovke“ ugljena koji se ubacuje u držač dovodi se do kraja zavoja i zavarivanje se obavlja. Kao rezultat, na kraju uvijanja trebala bi se oblikovati uredna kuglica rastopljenog bakra, nakon čega zavarivanje treba zaustaviti. Kako se ne bi rastopila izolacija žica, vrijeme zavarivanja svakog uvijanja ne bi smjelo prelaziti 1 - 2 sekunde. Nakon što se zavarene zavojnice ohlade, treba ih izolirati izolacijskom trakom ili, modernije, koriste se cijevi od topline.
Strojevi za zavarivanje od domaće žice
Inverterski uređaji za uvijanje zavojnica su vrlo dobri, ali imaju jedan nedostatak, možda i jedini. Ovo je visoka cijena. Stoga nabava takvog uređaja postaje prikladna kada se zavarivanje obavlja redovito, a ne od slučaja do slučaja, na primjer, u uvjetima specijaliziranih elektrotehničkih brigada i poduzeća. Ako samo planirate zamjena ožičenja u dvosobni ili trosobni stan samostalno je moguće doći kućnim zavarivačkim uređajem, čak i samo transformatorom, odgovarajuće snage.
Kao takav transformator, transformator serije TBS (oklopni stroj transformatorski transformator) prikazan na slici prilično je prikladan 1.

slika 1, Transformator serije TBS
Za zavarivanje žica sasvim je pogodan transformator snage najmanje 600 W i napona sekundarnog namota 9 - 36V. Držač elektrode i stezaljka za spajanje "mase" spojeni su na sekundarno navijanje.
Zavarivanje se provodi ugljičnom elektrodom (šipkom iz akumulatora) na isti način kao što je gore napisano za inverterski aparat za zavarivanje. Zapravo, cijeli je proces isti: od skidanja žica do dodirivanja užeta ugljičnom šipkom i naknadne izolacije uvijanja.
U nedostatku takvog transformatora, lako ga je napraviti sami. Ovo će zahtijevati transformatorsko željezo u obliku slova W s površinom jezgre od najmanje 30 cm2. S površinom od 30 cm2 i mrežnim naponom od 220 V, primarno navijanje sadrži 293 zavoja načinjena žicom za namatanje promjera 0,8 - 1,0 mm.
Sekundarni namotaj namotan je u tri žice promjera 3 mm ili tanji u četiri do pet žica, ali samo tako da ukupna površina nije manja od 15 - 20 mm2. Kada je napon sekundarnog namota 10 V, mora sadržavati 13 okretaja s naznačenim željezom.
Ako takvog željeza nema, tada se broj okreta može odrediti donjim formulama.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Prema tim formulama određuje se broj zavoja za primarni i sekundarni namota, gdje je S područje jezgre, 40 je empirijski koeficijent (može ležati u rasponu 40-60, što je bolje željezo, manji je broj), naponski mrežni napon U1 (220V), U2 - potreban sekundarni napon. Usput, ova je formula pogodna za izračunavanje bilo kojeg transformatora, a ne nužno i zavarivanje.
Kao i u prethodnom slučaju, trebat će vam maska za zavarivanje ili naočale i rukavice, u protivnom su zagaranti rastopljenim metalom ili "zečići" u očima. Da biste pojednostavili postupak zavarivanja, možete koristiti posebnu stezaljku prikazanu na slici. 2.
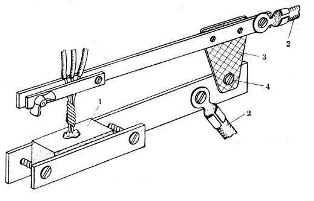
slika 2, Zavarivač za uvijanje
Dizajn uređaja je jednostavan i razumljiv sa slike. Napon od transformatora za zavarivanje pomoću žica 2 dovodi se do gornjeg (pomičnog kraka) i donjeg (postolja) dijelova međusobno povezanih izolacijskom pločom 3, pomoću šarke 4. Ugljična elektroda 1 s udubljenjem za fluks koristi se kao baza, koja se koristi kao obična boraks koji se prodaje u ljekarnama.
Žice 2 trebaju biti što kraće, a presjek mora biti što je moguće veći, ne manji od presjeka sekundarnog namota transformatora.Prekidač za struju trebao bi biti što je moguće bliži, bolje je ako je to prolazni prekidač na žici, poput podne svjetiljke.
Postupak zavarivanja u ovom slučaju izgleda ovako. Prvo se zavareni uvijen fiksira krilnom stezaljkom na pokretnoj ruci. U udubljenje ugljične elektrode ulijeva se tok, ručice se komprimiraju ručno. Nakon toga na transformator za zavarivanje se primjenjuje napon, a u udubljenju ugljične elektrode ispod sloja fluksa formira se kugla. Nakon toga, transformator treba isključiti i pričekati neko vrijeme dok se kugla ne ohladi izravno u učvršćenju.
Vrijeme zavarivanja u pravilu je praktički određeno, stoga prvo trebate vježbati na nepotrebnim strugotinama žica. Pomoću ovog uređaja moguće je zavarivanje aluminijskih žica, kao i aluminija i bakra. Načini izvođenja uvijanja za ovaj slučaj prikazani su na slici. 3.
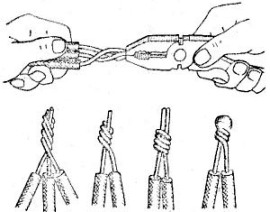
slika 3, Okovi za zavarivanje žica
Pročitajte više o strojevima za zavarivanje na točkovimaovdje, U članku je opisano nekoliko domaćih dizajna takvih uređaja za kućnu radionicu.
Boris Aladyskin
Pogledajte također na elektrohomepro.com
: